
Enameled copper wire is one of the basic materials in the electrical industry, and its manufacturing process involves precision mechanical processing and chemical treatment. The production process of enameled wire mainly includes key processes such as drawing, annealing, enameling, baking, and winding. Each process directly affects the quality and performance of the final product. Enameled copper wire consists of two parts: a copper conductor and an insulating enamel film. The conductor provides a current path, and the insulating enamel film provides electrical insulation. The perfect combination of the two requires strict process control. This article will systematically introduce the manufacturing process of enameled copper wire, including the principles, equipment, operational points, and quality control of each process, providing professional technical reference for relevant engineers and procurement personnel.
Basics of Enameled Copper Wire
Product Structure
Enameled copper wire consists of two parts from inside to outside: a copper conductor and an insulating enamel film. The copper conductor is generally round copper wire, or flat copper wire. The insulating enamel film is coated on the conductor surface, providing electrical insulation protection. The purity, roundness, and mechanical properties of the copper conductor affect the basic performance of enameled wire. The thickness, uniformity, adhesion, and heat resistance of the insulating enamel film affect the electrical performance of enameled wire.
Classification of Enameled Wire
Enameled copper wire is classified by insulating enamel, mainly including: Polyester enameled wire (PEW), Polyurethane enameled wire (UEW), Polyester-imide enameled wire (EIW), Polyamide-imide enameled wire (AIW), Polyimide enameled wire (PIW), etc. Classified by thermal class, common types include: Class 105, 130, 155, 180, 200, 220, etc. Enameled wires of different thermal classes are suitable for different working temperatures.
Manufacturing Process Overview
Process Flow
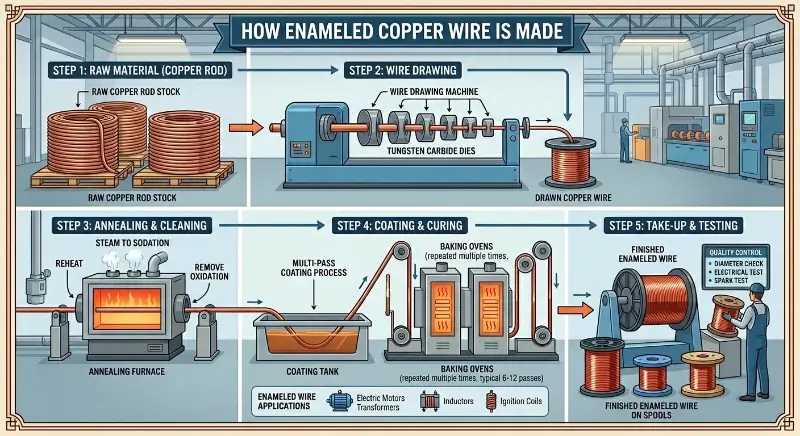
The typical manufacturing process flow of enameled copper wire is: pay-off → drawing → annealing → cleaning → enameling → baking → cooling → lubrication → winding. During the entire process, the copper wire needs to undergo multiple drawing, enameling, and baking. The diameter accuracy, coating thickness, and coating performance of the final product are determined by the precision of each process.
Process Characteristics
The manufacturing process of enameled wire has the following characteristics: continuous production, high degree of automation, strict precision requirements, and key quality control. Modern enameled wire production lines integrate multiple processes such as drawing, enameling, baking, and winding, completing in one pass from raw material to finished product. Production speed can reach several hundred meters or even over one thousand meters per minute.
Step 1: Raw Material Preparation
Copper Rod Requirements
The raw material for enameled copper wire is electrical round copper rod. The purity of copper rod is usually required to be ≥99.95%, with oxygen content ≤30ppm. The diameter of copper rod is generally 8mm (Φ8). The chemical composition and physical properties of copper rod directly affect the quality of enameled wire. Low-quality copper rod can cause problems such as drawing difficulty, poor enamel adhesion, and substandard electrical performance.
Copper Rod Surface Treatment
Before the copper rod enters the drawing process, the surface needs to be cleaned to remove oxide layers, oil, and other impurities. Surface treatment is key to ensuring subsequent enamel adhesion. Copper rod surface treatment methods include: mechanical scraping, chemical cleaning, electrolytic polishing, etc. Different treatment methods are suitable for copper rods of different qualities.
Step 2: Drawing Process
Drawing Principle
Drawing is the process of stretching large-diameter copper rod into small-diameter copper wire through dies. When copper rod passes through the drawing die, the cross-sectional area decreases, the length increases, and the diameter decreases. The drawing process is a cold working process, and the copper wire becomes hard during drawing. After multiple drawings, the copper wire needs annealing treatment to restore its plasticity.
Rod Breakdown Process
Rod breakdown is the first step of drawing. Φ8 copper rod is stretched through the rod breakdown machine to become Φ3.2 or Φ2.6 copper wire. The rod breakdown machine has large drawing capacity, with speeds of up to tens of meters per second. Lubricant is needed during rod breakdown to reduce friction. The quality of lubricant directly affects copper wire surface quality and die life.
Intermediate Drawing Process
Intermediate drawing is the second step of drawing. Φ3.2 or Φ2.6 copper wire is stretched through the intermediate drawing machine to become Φ1.0 (approximately AWG#18) copper wire. The intermediate drawing machine has more drawing passes with smaller deformation each time.
Multi-wire Drawing Process
Multi-wire drawing is the third step of drawing. Φ1.0 (approximately AWG#18) copper wire is stretched through the multi-wire drawing machine to become Φ0.20-0.50 copper wire. The multi-wire drawing machine has faster drawing speed and requires high precision.
Fine Drawing Process
Fine drawing is the last step of drawing. Φ0.20-0.50 copper wire is stretched through the fine drawing machine to become copper wire of final specifications. The fine drawing machine has the highest precision and the best die quality.
Drawing Dies
Drawing dies are key tools in the drawing process. Die materials are generally synthetic diamond, polycrystalline diamond, or cemented carbide. The precision and life of the die directly affect copper wire quality.
Step 3: Annealing Process
Annealing Principle
Annealing is the process of heating hard-drawn copper wire to a certain temperature, holding for a period, and then cooling. Annealing rearranges the internal lattice of the copper wire, eliminates internal stress, and restores the softness of copper. The annealing temperature is generally between 400-600°C. Annealing time and temperature need to be precisely controlled, over-annealing will cause the copper wire to soften and strength to decrease, while insufficient annealing cannot eliminate internal stress.
Annealing Equipment
Annealing equipment is generally a continuous annealing furnace. The copper wire continuously passes through the heating zone, holding zone, and cooling zone of the annealing furnace. The annealing furnace usually uses resistance heating or induction heating. Modern annealing furnaces are equipped with precise temperature control systems that can accurately control the temperature of each zone. The annealing atmosphere can be air or inert gas, and the use of inert gas can prevent copper wire oxidation.
Effect of Annealing on Performance
Annealing treatment makes copper wire soft, increases elongation, and decreases tensile strength. Annealed copper wire is easier to bend and process, which is beneficial for subsequent enameling and winding. Annealing quality directly affects mechanical properties such as elongation and softness of enameled wire. Good annealing treatment is the foundation for producing high-quality enameled wire.
Step 4: Cleaning Process
Purpose of Cleaning
Cleaning is the process of removing lubricant, oil, dust, and other impurities from the copper wire surface. The cleanliness of the copper wire surface directly affects the adhesion of the enamel film. The lubricant used during drawing and the oxide layer that may be generated during annealing need to be removed before enameling. Incomplete cleaning can cause defects such as poor enamel adhesion and pinholes.
Cleaning Methods
| Method | Description |
|---|---|
| Chemical Cleaning | Acid/alkali solution removes oil and oxide |
| Ultrasonic Cleaning | High-frequency vibration removes surface impurities |
| Electrolytic Cleaning | Electrochemical reaction removes oxide layer |
After cleaning, water washing and drying are required to ensure no residual cleaning agent on the copper wire surface.
Step 5: Enameling Process
Enameling Principle
Enameling is the process of uniformly coating insulating enamel on the copper wire surface. Enameling methods include: felt enameling, die enameling, electrostatic enameling, etc. Modern enameled wire production mostly uses die enameling method. Copper wire passes through the die in the enamel tank, and the enamel forms a uniform film on the copper wire surface.
Enameling Dies
Enameling dies (also called applicators or die heads) are the core equipment of the enameling process. The precision and surface quality of the die directly affect the uniformity of the enamel film. Enameling dies are divided into felt dies and hard dies. Felt dies are suitable for small-sized copper wires, and hard dies are suitable for large-sized copper wires.
Enameling Process Parameters
Key parameters of the enameling process include: enamel viscosity, enameling speed, die clearance, enamel temperature. Enamel viscosity affects enamel film thickness, enameling speed affects production efficiency and enamel film uniformity, die clearance determines enamel film thickness, enamel temperature affects enamel fluidity. The enameling process usually needs to be repeated multiple times, each time coating a thin enamel layer, and multiple coatings can ensure the uniformity and integrity of the enamel film.
Step 6: Baking Process
Baking Principle
Baking is the process of heating the enamel-coated copper wire to evaporate the solvent in the enamel and solidify the enamel base. The baking temperature is generally between 300-500°C, and the baking time is determined by the enamel type and line speed. The baking process is the key process for enamel film formation. Excessive baking temperature can cause enamel film aging, discoloration, and performance degradation; insufficient baking temperature can cause incomplete enamel film curing and poor adhesion.
Baking Equipment
Baking equipment is generally a vertical or horizontal baking oven. The interior of the baking oven is divided into multiple temperature zones, with temperatures in each zone independently controllable. The copper wire continuously passes through each temperature zone of the baking oven, completing the curing and forming of the enamel film. Modern baking ovens use catalytic combustion or electric heating technology, with high energy efficiency and precise temperature control. The cleanliness of the baking oven also affects enamel film quality, and regular cleaning of the enamel residue on the oven inner wall is necessary maintenance work.
Multiple Enameling and Baking
The enamel film of enameled wire usually requires multiple enameling and baking to achieve the required thickness. Each enameling forms a thin enamel film, and each baking solidifies that layer of enamel film. The benefits of multiple enameling and baking: the thickness of each enamel film can be controlled, the uniformity of the enamel film can be improved, and the generation of enamel film defects can be reduced.
Step 7: Cooling and Lubrication
Cooling Process
The temperature of the copper wire after baking is high and needs to be cooled to an appropriate temperature. The cooling process helps the final shaping of the enamel film. Cooling methods include natural cooling and forced cooling. Forced cooling uses air cooling or water cooling, with high cooling efficiency. Modern enameled wire production lines mostly use air cooling.
Lubrication Process
Lubrication is to coat a layer of lubricant on the surface of the enameled wire to facilitate subsequent winding and processing. The lubricant is generally paraffin or special lubricating fluid. The thickness of the lubrication layer needs to be strictly controlled. Too thick will affect the electrical performance of the enameled wire, and too thin will not provide good lubrication effect.
Step 8: Winding Process
Winding Principle
Winding is the process of uniformly winding the finished enameled wire on the winding shaft. The winding tension needs to be precisely controlled. Too much tension can cause enameled wire elongation or enamel film damage, while too little tension can cause loose winding. Modern winding equipment uses PLC control systems, which can precisely control winding tension, winding speed, and winding spacing. Winding quality directly affects subsequent use.
Winding Spools
Winding spools are generally made of wood or plastic. The size and specifications of the winding spool need to meet standard requirements. Common winding weights range from 30kg to 150kg. Product specifications, production date, production batch, and other information need to be marked on the winding spool. A complete identification system is the foundation for product quality traceability.
Quality Control
Online Testing
Modern enameled wire production lines are equipped with various online testing equipment: laser diameter gauges, enamel film thickness detectors, pinhole detectors, electrical performance testers, etc. Online testing can monitor product quality in real time, detect anomalies in time, and automatically adjust process parameters. A complete online testing system is the key to producing high-quality enameled wire.
Final Testing
Final testing items include: appearance, dimensions, enamel film thickness, enamel film continuity (pinhole test), breakdown voltage, elongation, springback angle, solderability, heat resistance, etc. Each test has corresponding standard requirements and quality indicators. Final testing must be qualified before warehousing and sales.
Common Defects
Common defects in enameled wire production include: enamel film pinholes, uneven enamel film thickness, poor enamel film adhesion, exposed conductor, enamel film discoloration, insufficient elongation, etc. Each defect has different causes and needs to be prevented and resolved through process parameter adjustment and equipment maintenance.
Key Equipment Introduction
Drawing Machine
Drawing machine is one of the key equipment for enameled wire production. Modern drawing machines integrate multiple systems such as drawing, winding, and lubricant circulation, capable of high-speed and high-precision drawing. The precision and stability of the drawing machine directly affect the quality of copper wire. High-quality drawing machines should have: precise die positioning, stable tension control, efficient lubricant circulation, complete fault diagnosis system.
Enameling Machine
Enameling machine is the core equipment of enameled wire production, integrating multiple processes such as enameling, baking, cooling, lubrication, and winding. The performance of the enameling machine directly determines the quality and production efficiency of enameled wire. Modern enameling machines use PLC control systems, touch screen operation interfaces, frequency conversion speed regulation systems, and other advanced technologies. High-end enameling machines can achieve full-line automated production.
Baking Oven
Baking oven is the key equipment for enameled wire enamel film curing. The design and manufacturing quality of the baking oven directly affect enamel film performance. Modern baking ovens use modular design, easy for maintenance and upgrading. The heating elements, insulation materials, circulating fans, and other components of the baking oven need to be carefully designed and selected.
Process Innovation and Development
High-Speed Production
The production speed of enameled wire continues to increase. The line speed of modern enameled wire can reach several hundred meters or even over one thousand meters per minute. High-speed production improves production efficiency and reduces unit costs. High-speed production places higher requirements on equipment precision, process control, and enamel performance. High-speed production is an important direction for enameled wire technology development.
Energy Saving and Consumption Reduction
Enameled wire production is an energy-intensive industry. Energy saving and consumption reduction are important topics in the industry. Energy-saving measures include: using high-efficiency baking ovens, optimizing heating methods, recovering waste heat, using low-energy motors, etc. Energy saving and consumption reduction are both economic benefits and environmental requirements.
Environmentally Friendly Production
Increasingly stringent environmental regulations are driving enameled wire production toward environmentally friendly development. Environmentally friendly enamel, clean production technology, and waste gas treatment have become industry concerns. Environmentally friendly production is not only a regulatory requirement, but also a manifestation of corporate social responsibility. The market competitiveness of environmentally friendly enameled wire products is increasing.
Intelligent Production
In the Industry 4.0 era, enameled wire production is developing in the direction of intelligence. Intelligent production includes: online quality prediction, intelligent process adjustment, equipment health monitoring, automated logistics, etc. Intelligent production can significantly improve product quality stability, reduce labor costs, and improve production efficiency.
Safety Production
Fire Safety
A large amount of organic solvents is used in enameled wire production, with strong volatility and high fire risk. The production site needs to be equipped with complete fire protection facilities and strictly implement fire prevention systems. Fire prevention measures include: using explosion-proof electrical equipment, regularly cleaning enamel residue, setting up combustible gas detection alarms, equipping automatic fire extinguishing systems, etc.
Occupational Health
The organic solvents in enameled wire production may affect the health of operators. Effective occupational health protection measures need to be taken. Occupational health measures include: strengthening ventilation, operators wearing protective equipment, regular occupational health checks, setting up solvent concentration monitoring, etc.
Summary
The manufacturing of enameled copper wire is a complex process involving multiple key processes such as drawing, annealing, enameling, baking, and winding. The process parameters and operational points of each process directly affect the quality of the final product. With the development of technology, enameled wire production is moving toward high-speed, energy-saving, environmentally friendly, and intelligent direction. The production of high-quality enameled wire requires advanced equipment, strict processes, and complete quality control. Understanding the manufacturing process of enameled wire is of great significance for correctly selecting and applying enameled wire products. Whether it is an electrical engineer or a procurement personnel, they should understand the basic production principles of enameled wire in order to better evaluate product quality and application performance.