
Automotive alternators are the core components of modern automotive electrical systems, undertaking the critical tasks of supplying power to the vehicle electrical equipment and charging the battery. As the key conductor material for generator stator and rotor windings, enameled copper wire plays an irreplaceable role in the electrical energy conversion, efficiency improvement, and reliable operation of automotive alternators. The working environment of automotive alternators is extremely harsh: the temperature in the engine compartment can reach above 130 degrees C, the vibration is severe, the space is compact, and it is sensitive to weight. These special working conditions put forward strict requirements for the thermal class, mechanical strength, vibration resistance, and chemical stability of enameled copper wire. This article systematically describes the structural principle of automotive alternators, the specific application of enameled copper wire in various generator components, the technical requirements and selection methods of enameled wire, typical failure modes, and quality control points, providing comprehensive technical reference for automotive electrical engineers and enameled wire selection personnel.
Basic Structure and Working Principle of Automotive Alternators
Basic Structure of Generators
Modern automotive alternators are mainly composed of the following components: Stator Assembly: The stator is one of the core components of the generator, composed of a silicon steel sheet laminated core and windings. The inner circumference of the stator core has evenly distributed slots, and the windings are embedded in the slots. The stator winding is the key component that generates induced electromotive force. Rotor Assembly: The rotor consists of a rotor core, rotor winding (field winding), slip ring, shaft, and fan. The rotor winding is supplied with direct current to generate a magnetic field, which is the magnetic field source of the generator. Rectifier: Rectifies the three-phase alternating current generated by the stator winding into direct current, usually composed of 6 diodes in a three-phase bridge rectifier circuit. Regulator: Regulates the generator output voltage to keep it stable (usually around 14V) to avoid overcharging or undercharging. Front and Rear End Covers: Used to support the rotor and install bearings, usually made of aluminum alloy die castings. Belt Pulley and Fan: The belt pulley is connected to the engine crankshaft through a belt to drive the rotor to rotate; the fan is used for heat dissipation.
Working Principle
The working principle of automotive alternators is based on the law of electromagnetic induction: Excitation Stage: When the ignition switch is turned on, the battery supplies power to the rotor winding (field winding) through the regulator, and the rotor generates a magnetic field. Power Generation Stage: The engine drives the rotor to rotate through the belt, and the stator winding cuts the magnetic lines of force to generate three-phase alternating electromotive force. Rectification Stage: The three-phase alternating current is rectified into direct current by the rectifier, which supplies power to the vehicle electrical system and charges the battery. Voltage Regulation Stage: The regulator automatically adjusts the excitation current according to the generator output voltage to keep the output voltage stable.
Characteristics of Automotive Alternators
Wide Speed Range: The speed range of automotive alternators is very wide, from idle speed of about 700 rpm to high speed of about 18000 rpm. High Working Temperature: The temperature in the engine compartment can reach 130 degrees C to 150 degrees C, and the generator body temperature is even higher. Severe Vibration: The engine operation produces strong vibration, and the generator bears continuous mechanical stress. Compact Space: The engine compartment space is limited, requiring the generator to have a compact structure and high power density. Weight Sensitive: The trend of vehicle lightweighting requires the generator to reduce weight as much as possible while ensuring performance. High Reliability Requirements: The driving conditions of the car are complex and changeable, and once the generator fails, it will directly affect the vehicle operation.
Application of Enameled Copper Wire in Automotive Alternators
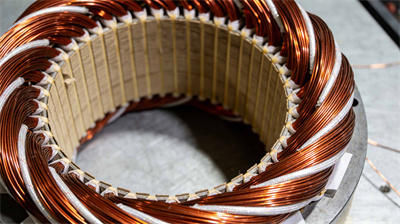
Application of Enameled Copper Wire in Stator Windings
Stator windings are the components with the largest amount of enameled copper wire in automotive alternators: Winding Form: The stator winding of automotive alternators usually adopts a three-phase star connection, composed of three groups of windings. Each phase winding is composed of several coils connected in series or parallel. Enameled Wire Specification: The enameled copper wire specifications used for stator windings are usually between 0.8 mm and 2.0 mm, depending on the power class of the generator. Small power generators (below 70A) mostly use 1.0-1.5 mm specifications, and large power generators (above 100A) use 1.5-2.0 mm specifications. Enameled Wire Thermal Class: Considering the high temperature environment of the engine compartment, stator windings usually use Class 180 or Class 200 enameled copper wire, and special high-end applications can use Class 220 enameled copper wire. Enameled Wire Performance Requirements: Stator winding enameled copper wire needs to withstand various working conditions such as long-term high temperature, high speed rotation centrifugal force, coil insertion stress, and impregnation process.
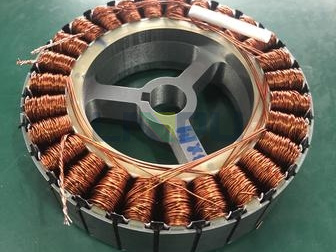
Application of Enameled Copper Wire in Rotor Windings (Field Windings)
Rotor windings (field windings) are the source of the magnetic field of the generator: Winding Form: Rotor windings usually adopt concentrated winding or distributed winding form, wound on the magnetic poles of the rotor core. Enameled Wire Specification: The enameled copper wire specifications used for rotor windings are usually between 0.5 mm and 1.2 mm. Enameled Wire Thermal Class: Due to the poor heat dissipation conditions of rotor windings, the temperature is usually higher than that of stator windings, so the requirements for the thermal class of enameled copper wire are higher. Rotor windings usually use Class 200 or Class 220 polyamide imide enameled copper wire. Special Requirements: Rotor windings bear huge centrifugal force under high speed rotation, requiring enameled copper wire to have excellent adhesion strength, tensile strength, and deformation resistance.
Application of Enameled Copper Wire in Auxiliary Components
There are other components in automotive alternators that use enameled copper wire: Brush Lead Wire: The lead wire connecting the brush and the external circuit, using enameled copper wire to ensure insulation. Connecting Wire Harness: The connection between various components inside the generator, using enameled copper wire or enameled copper stranded wire. Temperature Sensor Lead Wire: The sensor lead wire for temperature monitoring. Control Circuit Lead Wire: The control circuit lead wire for regulators, rectifiers, and other components. Although the amount of enameled wire used in these auxiliary components is relatively small, they are equally important to the reliability of the whole machine.
Technical Requirements of Automotive Alternators for Enameled Copper Wire
Heat Resistance Performance Requirements
High Temperature Environment: The temperature in the engine compartment can reach above 130 degrees C, and some high temperature areas can reach 150 degrees C or even higher. The temperature of the generator body will further increase due to its own heat generation. Temperature Cycle: The driving conditions of the car vary greatly, and the generator is subject to repeated temperature cycles. The enameled copper wire is required to have excellent thermal shock resistance performance, and the enamel film does not crack or delaminate when the temperature changes rapidly. Long-Term Thermal Stability: The design life of automotive alternators is usually required to be more than 10 years, and the enameled copper wire should maintain stable insulation performance and mechanical performance under long-term high temperature. Thermal Class Recommendation: Considering the engine compartment temperature, generator self-heating temperature rise, and life requirements comprehensively, it is recommended to use Class 180 or Class 200 enameled copper wire for stator windings, and Class 200 or Class 220 enameled copper wire for rotor windings.
Mechanical Performance Requirements
Vibration Resistance: The engine operation produces strong vibration, and the generator bears continuous mechanical vibration. The enamel film of enameled copper wire is required to not crack or delaminate under long-term vibration. Centrifugal Force Resistance: The high speed rotation of the rotor generates huge centrifugal force (which can reach thousands of times the gravity acceleration at high speed), requiring enameled copper wire to have extremely high tensile strength and adhesion strength. Flexibility: The winding and coil insertion process requires enameled copper wire to have excellent flexibility and be able to withstand complex bending deformation. Abrasion Resistance: The winding may produce friction during assembly and operation, requiring the enamel film to have certain abrasion resistance. Resilience: The enameled copper wire should be able to maintain stable shape after bending.
Electrical Performance Requirements
High Dielectric Strength: The stator winding bears high voltage stress, and the enameled copper wire should have sufficient dielectric strength to deal with power frequency voltage, surge voltage, and other working conditions. Low Dielectric Loss: Dielectric loss affects the efficiency of the generator, and the enameled copper wire should have a low dielectric loss tangent value. High Insulation Resistance: The insulation resistance should remain stable during long-term operation. Partial Discharge Resistance: For high power density generators, the enameled copper wire should have good partial discharge resistance performance.
Chemical Performance Requirements
Oil Resistance: Engine lubricating oil and fuel may splash on the generator, requiring the enameled copper wire to have oil resistance. Coolant Resistance: Engine coolant (ethylene glycol based) may seep into the generator, requiring the enameled copper wire to have coolant resistance. Salt Spray Resistance: For coastal areas or cold areas using deicing salt on roads, the enameled copper wire is required to have salt spray resistance. Acid and Alkali Resistance: The electrolyte (sulfuric acid) overflowing from the battery may corrode the enameled copper wire.
Process Performance Requirements
Solderability: The stator winding outlet end and the rotor winding lead outlet end need to be welded, requiring the enamel film of enameled copper wire to be able to quickly decompose or peel off at the welding temperature, and the welding is firm. Impregnation Compatibility: Generator windings usually need VPI (Vacuum Pressure Impregnation) treatment, and the enamel film of enameled copper wire should have good compatibility with the impregnating varnish. Coil Insertion Performance: In the automatic coil insertion process, the enameled copper wire should be able to withstand friction and compression, and the enamel film should not be damaged. Winding Performance: On the high speed winding machine, the enameled copper wire should be able to withstand tension and friction, and the enamel film should not be damaged.
Selection of Enameled Copper Wire for Automotive Alternators
Thermal Class Selection
Class 130 Polyurethane Enameled Copper Wire (UEW): Has good solderability and adhesion, suitable for small power and low cost generators. However, the heat resistance is low, and it is not suitable for high temperature engine compartments. Class 155 Modified Polyester Enameled Copper Wire: The heat resistance is better than Class 130, and can be used for medium power generators. Class 180 Polyester Imide Enameled Copper Wire (EIW): Excellent heat resistance and good mechanical properties, is the mainstream choice of stator windings of automotive alternators. Class 200 Polyamide Imide Enameled Copper Wire (AIW): Outstanding heat resistance, high mechanical strength, good chemical stability, is the first choice of rotor windings and high-end stator windings of automotive alternators. Class 220 Polyamide Imide Enameled Copper Wire: Ultra heat-resistant product, suitable for special high temperature application generators.
Enamel System Selection
Polyester Imide Enamel (EIW): Excellent comprehensive performance, moderate cost, is the mainstream choice of stator windings of automotive alternators. Class 180 polyester imide enameled copper wire can meet most automotive application requirements. Polyamide Imide Enamel (AIW): Heat resistance, mechanical properties, chemical stability are all extremely outstanding, is the first choice of rotor windings and high-end stator windings of automotive alternators. Composite Enamel System: The composite structure of polyester imide base layer plus polyamide imide surface layer, with the advantages of both enamel systems, is the choice of high-end automotive applications. Solderable Polyurethane Top Coat: For parts that need to be welded, a polyurethane top coat can be used for direct welding.
Specification Selection
Stator Winding Specification: Select the specification according to the power class of the generator. Small generators (below 70A) mostly use 1.0-1.5 mm specifications, medium generators (70A-150A) mostly use 1.5-2.0 mm specifications, and large generators (above 150A) mostly use 2.0-2.5 mm specifications. Rotor Winding Specification: The rotor winding specification is usually between 0.5-1.2 mm. Considering the centrifugal force of the high speed rotation of the rotor, the specification should not be too thick. Rectangular Enameled Copper Wire: Some high power density generators have begun to use rectangular enameled copper wire to improve slot fill rate and power density.
Enamel Layer Thickness Selection
Grade 1 (Thin Enamel Layer): The enamel layer is thin, the heat dissipation performance is good, but the mechanical strength is slightly low. Suitable for occasions with strict size limitations. Grade 2 (Standard Enamel Layer): Standard enamel layer thickness, mechanical strength and electrical performance balance. Suitable for most automotive applications. Grade 3 (Thick Enamel Layer): The enamel layer is thick, the mechanical strength and electrical performance are excellent, but the size is slightly larger. Suitable for high voltage and high reliability occasions.
Typical Failure Modes of Enameled Copper Wire for Automotive Alternators
Enamel Film Cracking
Cause: The enamel film cracks under long-term vibration, temperature cycle, and mechanical stress. Manifestation: Winding short circuit, insulation failure, generator burnout. Prevention: Select enameled copper wire with excellent thermal shock resistance; optimize coil insertion process; control operating temperature.
Enamel Film Delamination
Cause: The adhesion between the enamel film and the copper conductor fails, and delaminates under vibration or temperature cycle. Manifestation: Winding insulation decreases, generator failure. Prevention: Select enameled copper wire with high adhesion strength; optimize enamel coating process; control coil insertion stress.
Enamel Film Abrasion
Cause: During assembly and operation, the enamel film is worn by mechanical friction. Manifestation: Local insulation of the winding decreases, generator failure. Prevention: Select enameled copper wire with good abrasion resistance; optimize assembly process; avoid assembly interference.
Overheating Failure
Cause: The generator is overloaded for a long time, poor heat dissipation, cooling system failure, etc. cause the temperature to be too high, and the enamel film accelerates aging. Manifestation: The enamel film changes color, becomes brittle, loses insulation performance, and eventually leads to short circuit. Prevention: Select enameled copper wire with high thermal class; optimize generator heat dissipation design; monitor operating temperature.
Chemical Corrosion Failure
Cause: Chemical media such as engine oil, coolant, and battery electrolyte corrode the enamel film. Manifestation: Enamel film blistering, peeling, insulation failure. Prevention: Select enameled copper wire with good chemical media resistance; optimize generator sealing design; avoid contact with chemical media.
Welding Failure
Cause: The welding temperature is too high, the welding time is too long, the enamel film residue, etc. cause poor welding. Manifestation: Loose terminal, increased contact resistance, heating. Prevention: Select enameled copper wire with good solderability; optimize welding process; clean enamel film residue.
Quality Control of Enameled Copper Wire for Automotive Alternators
Incoming Inspection
Appearance Inspection: Check the enamel film surface quality for bubbles, impurities, pinholes, peeling, color unevenness, and other defects. Dimensional Measurement: Measure conductor diameter, enamel layer thickness, and overall outer diameter to ensure compliance with standard tolerance requirements. Electrical Testing: Conduct dielectric strength test and insulation resistance test. Mechanical Testing: Conduct flexibility test, adhesion strength test, and tensile strength test. Thermal Performance Testing: Conduct thermal shock test and thermal aging test. Chemical Performance Testing: Conduct oil resistance, coolant resistance, and salt spray resistance tests. Batch Consistency Verification: Verify batch number, production date, and inspection report to ensure traceability.
Supplier Evaluation
Production Capacity: Suppliers should have the production capacity of automotive grade enameled copper wire, equipped with automatic enamel coating equipment, precision molds, and online monitoring systems. Quality Management System: Suppliers should pass the IATF 16949 (Automotive Industry Quality Management System) certification, which is the basic requirement for automotive parts suppliers. R&D Capability: Suppliers should have enamel formula R&D and process optimization capabilities, and be able to provide customized products according to customer needs. Application Experience: Suppliers should have application experience in enameled copper wire for automotive alternators and understand the special requirements of the automotive industry. Technical Service: Suppliers should be able to provide professional technical support and application solutions.
Process Quality Control
Winding Process: Monitor the tension, speed, and temperature during the winding process to avoid damaging the enamel film. Coil Insertion Process: Monitor the friction and pressure during the coil insertion process to ensure the integrity of the enamel film. Welding Process: Monitor the welding temperature, time, and pressure to ensure welding quality. Impregnation Process: Monitor the vacuum degree, pressure, temperature, and time of the VPI process to ensure the impregnation effect. Curing Process: Monitor the temperature curve of the curing process to ensure that the enamel film is fully cured.
Factory Testing
Full Appearance Inspection: Each batch of products is subject to full appearance inspection. Dimensional Sampling Inspection: Dimensional sampling inspection is conducted according to AQL (Acceptable Quality Limit) standards. Performance Sampling Inspection: Electrical, mechanical, and thermal performance sampling inspection is conducted according to AQL standards. Batch Consistency Verification: Compare inter-batch performance data to ensure stability.
Development Trends of Enameled Copper Wire for Automotive Alternators
Higher Power Density
With the development of automotive electrification and intelligence, the electrical load of a single vehicle continues to increase, requiring the continuous improvement of generator power density. Enameled copper wire needs to support higher power density design and withstand higher temperature and mechanical stress.
Higher Efficiency
Energy saving and emission reduction is the eternal theme of the automotive industry. Improving generator efficiency is of great significance to reducing vehicle fuel consumption. High conductivity, high purity copper conductor, low loss, high thermal conductivity enameled copper wire is the development direction.
Higher Reliability
As a means of transportation, automobiles have extremely high requirements for reliability. Enameled copper wire needs to support the stable operation of generators for more than 10 years of service life, putting forward higher requirements for long-term reliability.
48V Electrical System
With the development of automotive electrification, the 48V electrical system is gradually popularized. The 48V system puts forward higher requirements for the dielectric strength and insulation performance of enameled copper wire.
Impact of New Energy Vehicles
The development of hybrid electric vehicles and pure electric vehicles has a significant impact on traditional alternators. However, even in new energy vehicles, enameled copper wire still plays an important role in drive motors, generators, DC-DC converters, and other components.
Conclusion
Enameled copper wire is the core material of automotive alternators, and its performance directly affects the efficiency, reliability, and service life of the generator. The working environment of automotive alternators is extremely harsh, which puts forward comprehensive requirements for high heat resistance, high strength, and high reliability of enameled copper wire. The application parts of enameled copper wire in automotive alternators mainly include stator windings, rotor windings (field windings), and auxiliary connecting wires. The requirements for enameled copper wire vary for different parts: stator windings usually use Class 180 or Class 200 enameled copper wire, and rotor windings usually use Class 200 or Class 220 polyamide imide enameled copper wire. When selecting, factors such as thermal class, enamel system, specification, and enamel layer thickness should be comprehensively considered, and reasonable choices should be made in combination with the power class, working environment, and reliability requirements of the generator. It is recommended to use products from suppliers that have passed the IATF 16949 certification, and conduct strict incoming inspection and process quality control. With the electrification and intelligent development of the automotive industry, the performance requirements for enameled copper wire of automotive alternators will continue to increase. Winding wire manufacturers should closely follow the technical development trend of the automotive industry, continuously optimize enamel formulas and manufacturing processes, provide higher performance and higher reliability products for the automotive industry, and provide a solid guarantee for the stable operation of automotive electrical systems.