
Enameled copper wire is one of the most fundamental and critical electromagnetic wire materials in the field of electrical engineering, and almost all motors, transformers, inductors, and electromagnetic coils cannot do without enameled copper wire. This article systematically provides readers with a complete technical reference on enameled copper wire from the dimensions of definition, construction, insulation enamel type, thermal class, standard system, performance parameters, application fields, selection guide, and common questions. Whether it is a procurement engineer, designer, quality control personnel, or student, you can obtain a comprehensive understanding of enameled copper wire from this article.

Definition of Enameled Copper Wire
Basic Definition
Enameled copper wire (Enameled Copper Wire / Magnet Wire / Winding Wire) is a kind of electromagnetic wire material that uses high-purity oxygen-free copper (OFHC) as the conductor and is coated with one or more layers of insulating enamel on the surface. The enamel film forms a continuous insulating layer on the conductor surface, giving the copper wire electrical insulation capability.
Name Terminology
Enameled copper wire has multiple names: enameled copper wire (Chinese generic), Enameled Copper Wire (American English), Enamelled Copper Wire (British English), Magnet Wire (NEMA standard term), Winding Wire (IEC standard term).
Key Features
The core feature of enameled copper wire is thin enamel film, continuous insulation, and excellent electrical performance. The enamel film thickness is usually between 0.01mm – 0.10mm, requiring a balance of insulation performance, flexibility, and heat resistance. The enamel film must be complete without pinholes, otherwise insulation will be lost.
Construction of Enameled Copper Wire
Conductor
The conductor material of enameled copper wire is high-purity oxygen-free copper. Oxygen-free copper has a copper content of ≥ 99.99% and an oxygen content of ≤ 0.0005%. Oxygen-free copper has high electrical conductivity and good processability, and is the preferred conductor material for enameled wires. Ordinary T1 copper (copper content 99.95%) can also be used in some occasions.
Conductor Shape
Round wire: cross-section is circular, most widely used. Flat/rectangular wire: cross-section is rectangular, used in high-power transformers, motors. Square wire: cross-section is square. Shaped wire: special cross-section shape. Stranded wire: multiple fine wires twisted together.
Insulation Enamel Layer
The enamel film is a key component of the enameled wire. The role of the enamel film is: to provide electrical insulation, to prevent oxidation of the copper wire, to enhance mechanical protection, to provide heat and chemical resistance. The thickness of the enamel film is specified according to IEC 60317, NEMA MW1000, and other standards. The enamel film is usually divided into single coat (Grade 1) and double coat (Grade 2).
Insulation Enamel Types
Polyester Enamel (PEW / Polyester)
Polyester enamel is the most widely used enameled wire insulation enamel. Thermal class: Class 130 (Class B), Class 155 (Class F). Advantages: good electrical performance, low cost, good processability. Disadvantages: general thermal shock resistance, poor hydrolysis resistance.
Polyurethane Enamel (UEW / Polyurethane)
The biggest feature of polyurethane enamel is solderability. Thermal class: Class 130 (Class B), Class 155 (Class F). Advantages: can be directly soldered, no need to strip the enamel. Disadvantages: medium heat resistance, limited overload capacity.
Polyester-imide Enamel (EIW / Polyester-imide)
Polyester-imide enamel is an improved version of polyester enamel. Thermal class: Class 180 (Class H). Advantages: heat resistance is better than polyester, good thermal shock performance. Disadvantages: slightly higher cost than polyester.
Polyamide-imide Enamel (AIW / Polyamide-imide)
Polyamide-imide enamel is the main insulation enamel for high-temperature grade enameled wires. Thermal class: Class 200, Class 220. Advantages: high temperature resistance, chemical resistance, radiation resistance. Disadvantages: high cost.
Polyester-imide/Polyamide-imide Composite Enamel (EIW/AIW)
EIW/AIW composite enamel is a double-coat structure, the base layer is polyester-imide, and the surface layer is polyamide-imide. Thermal class: Class 200 (Class C). Advantages: excellent comprehensive performance, high cost performance.
Polyvinyl Formal Enamel (PVF / Formvar)
Polyvinyl formal enamel is one of the earliest enameled wire insulation enamels. Thermal class: Class 105, Class 120. Advantages: good flexibility, strong adhesion. Disadvantages: lower heat resistance, gradually replaced by new enamels.
Polyimide Enamel (PI / Polyimide)
Polyimide enamel is the top temperature-resistant enameled wire insulation enamel. Thermal class: Class 220, Class 240. Advantages: ultra-high temperature resistance, radiation resistance. Disadvantages: extremely high cost.
Thermal Class Classification
IEC 60317 Thermal Classes
Thermal Class Table
| Class | Temperature (°C) | Temperature (°F) | Notes |
|---|---|---|---|
| Y | 90 | 194 | Early class |
| A | 105 | 221 | Early class |
| E | 120 | 248 | Early class |
| B | 130 | 266 | Common class |
| F | 155 | 311 | Common class |
| H | 180 | 356 | High temperature |
| 200 | 200 | 392 | Relatively high temperature |
| 220 | 220 | 428 | High temperature class |
| 240 | 240 | 464 | Ultra-high temperature |
| 250 | 250 | 482 | Ultra-high temperature |
NEMA MW1000 Thermal Classes
NEMA MW1000 standard classifies magnet wire into multiple temperature classes, corresponding to IEC 60317 classes.
Relationship Between Enamel Thermal Class and Enamel
Class 105: polyvinyl acetal enamel, oil resin enamel. Class 120: polyvinyl formal enamel. Class 130: polyester enamel, polyurethane enamel. Class 155: modified polyester enamel, polyurethane enamel. Class 180: polyester-imide enamel. Class 200: polyester-imide/polyamide-imide composite enamel, polyamide-imide enamel. Class 220: polyamide-imide enamel. Class 240: polyimide enamel.
Enameled Copper Wire Standard System
IEC 60317 Series Standards
IEC 60317 is the specifications for particular types of winding wires issued by the International Electrotechnical Commission. This standard is divided into several parts: IEC 60317-0-X: general requirements, IEC 60317-X: specific type of enameled wire requirements.
NEMA MW1000
NEMA MW1000 is the magnet wire standard issued by the National Electrical Manufacturers Association. This standard is the basic standard for enameled wire in North America, including several MW1000-CXX parts.
GB/T 6109
GB/T 6109 is the Chinese national standard, equivalently adopting the IEC 60317 standard. Including GB/T 6109.1 to GB/T 6109.23, etc.
JIS C 3202
JIS C 3202 is the Japanese industrial standard, specifying the technical requirements for enameled wires.
ASTM D1676
ASTM D1676 is the American Society for Testing and Materials standard, specifying test methods for film-insulated magnet wire.
Enameled Copper Wire Performance Parameters
Electrical Performance
Conductor Resistance
The maximum resistance value of the copper conductor at 20°C is specified by IEC 60317-0-1. The resistance value depends on the conductor diameter and the resistivity of copper. The resistivity is about 1.724×10^-8 Ω·m.
Breakdown Voltage
Enameled wire should be able to withstand a certain breakdown voltage. The breakdown voltage depends on the enamel thickness, enamel type, and conductor diameter. The minimum breakdown voltage is usually between 200V-5000V.
Insulation Resistance
Enameled wire should have high insulation resistance. The insulation resistance is usually between hundreds of MΩ to tens of GΩ.
Dielectric Loss
In high-frequency applications, the dielectric loss factor (tan δ) of the enameled wire needs to be controlled. Low-loss enameled wire is suitable for high-frequency transformers, RF coils.
Mechanical Performance
Elongation
Elongation reflects the ductility of the enameled wire. The greater the elongation, the less likely the enameled wire is to break. IEC 60317-0-1 specifies the minimum elongation for enameled wires of different diameters.
Tensile Strength
Tensile strength reflects the mechanical strength of the enameled wire. The tensile strength of copper is usually between 200-300 MPa. Annealed copper wire has lower tensile strength but better ductility.
Flexibility
Flexibility reflects the resistance of the enamel film to bending and winding of the enameled wire. The mandrel winding test is the standard method to evaluate flexibility.
Adhesion
Adhesion reflects the bonding force between the enamel film and the conductor. Snap test and peel test are the standard methods to evaluate adhesion.
Springback Angle
The springback angle reflects the degree of springback of the enameled wire after bending. Small springback angle, high winding quality.
Thermal Performance
Thermal Shock
After the enameled wire is treated at high temperature, the enamel film should not crack. The thermal shock temperature is usually 25-50°C higher than the thermal class.
Softening Breakdown
The temperature at which the enamel film is broken down at high temperature. The softening breakdown temperature determines the maximum working temperature of the enameled wire.
Temperature Index
The temperature index is the equivalent working temperature determined by the enameled wire in the long-term thermal aging test.
Thermal Aging Resistance
The enameled wire should maintain performance under long-term high temperature. Thermal aging resistance tests include thermal life test and thermal stability test.
Chemical Performance
Solvent Resistance
Enameled wire should be resistant to the erosion of alcohols, ketones, hydrocarbons, and other solvents.
Transformer Oil Resistance
Transformer enameled wire should be resistant to mineral oil and synthetic ester oil.
Refrigerant Resistance
Refrigeration compressor enameled wire should be resistant to R134a, R410A, and other refrigerants.
Enameled Copper Wire Production Process
Main Processes
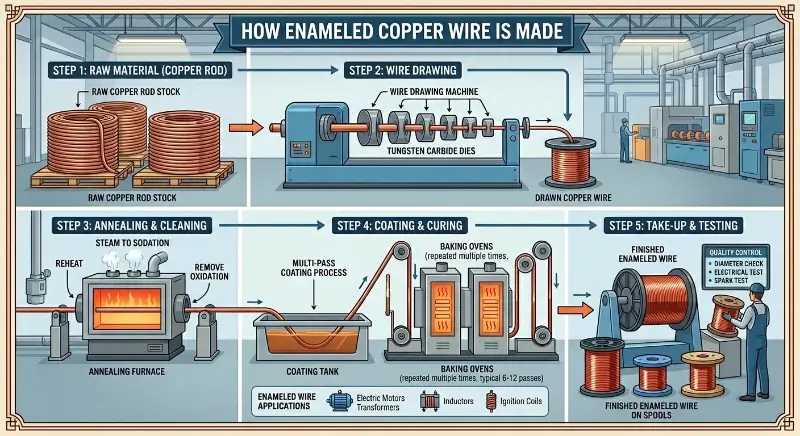
1. Copper rod inspection: inspect copper rod composition, purity, mechanical properties. 2. Wire drawing: draw the copper rod to the required diameter through the die. 3. Annealing: soften the copper wire through annealing to improve processability. 4. Enameling: form an enamel film on the surface of the copper wire through multiple enameling and baking. 5. Take-up: wind the enameled wire onto the spool.
Enameling Process
Felt coating method: apply the enamel liquid on the surface of the copper wire through felt. Die coating method: control the enamel thickness through the die. Electrophoretic coating method: deposit the enamel liquid on the surface of the copper wire through the electric field. Powder coating method: through fluidized bed or electrostatic powder coating.
Baking and Curing
The enameled copper wire passes through the oven for baking and curing. The baking temperature is usually between 400-600°C. Baking temperature and baking time are key process parameters.
Application Fields of Enameled Copper Wire
Motors
Motors are the largest application field of enameled copper wire. Including: home appliance motors (air conditioner, refrigerator, washing machine, fan), industrial motors (pump, compressor, fan), traction motors (electric vehicle, rail transit), special motors (servo motor, stepper motor).
Transformers
Transformers are another major application field of enameled copper wire. Including: distribution transformers, dry-type transformers, high-frequency transformers, planar transformers.
Inductors
Power inductors, high-frequency inductors, common mode inductors, differential mode inductors.
Electromagnetic Coils
Relay coils, contactor coils, solenoid valve coils, solenoids.
Communication Equipment
Network transformers, filters, resonant coils, high-frequency transformers.
New Energy
Wind power generators, solar inverters, new energy vehicle drive motors, energy storage converters.
Enameled Copper Wire Selection Guide
Selection Steps
Step 1: Determine Application
Determine the specific application in which the enameled wire will be used. Different applications have different requirements for enameled wire.
Step 2: Determine Thermal Class
Choose the appropriate thermal class based on the working temperature. Considerations: working temperature, temperature rise margin, thermal aging life.
Step 3: Select Insulation Enamel Type
Choose the insulation enamel type based on temperature resistance, chemical resistance, electrical, mechanical, and other requirements.
Step 4: Determine Conductor Specification
Determine the conductor diameter or cross-sectional area based on current carrying capacity, impedance, temperature rise, etc.
Step 5: Determine Enamel Grade
Choose Grade 1 or Grade 2 based on electrical insulation requirements.
Step 6: Verify Standard Compliance
Confirm that the selected enameled wire complies with relevant standards (IEC 60317, NEMA MW1000, GB/T 6109).
Selection Considerations
Electrical Factors
Current carrying capacity, voltage class, working frequency, skin effect, dielectric loss.
Mechanical Factors
Tensile strength, elongation, bending radius, vibration conditions, impact load.
Thermal Factors
Working temperature, temperature rise limit, heat dissipation conditions, short-term overload, long-term thermal aging.
Economic Factors
Enameled wire cost, processing cost, maintenance cost, full life cycle cost.
Special Requirements
Flame retardant (UL, VDE), low smoke zero halogen, RoHS, REACH compliance, food grade, medical grade, radiation resistant.
Enameled Copper Wire Test Methods
Appearance Inspection
Inspect the enamel surface with the naked eye or a low-power magnifying glass. Inspection content: color, continuity, bubbles, impurities, damage.
Dimension Inspection
Conductor diameter: micrometer. Enamel thickness: thickness gauge or microscope. Overall outer diameter: micrometer.
Electrical Test
DC resistance: resistance bridge or micro-ohmmeter. Breakdown voltage: voltage withstand tester. Insulation resistance: megohmmeter or high resistance meter. Pinhole test: mercury method or water immersion method. Dielectric loss: dielectric loss tester.
Mechanical Test
Elongation: tensile testing machine. Tensile strength: tensile testing machine. Mandrel winding: mandrel winding test. Snap test: snap test. Peel test: peel force test. Springback angle: springback angle tester.
Thermal Test
Thermal shock: mandrel winding after oven heating. Softening breakdown: breakdown voltage test at high temperature. Thermal aging: long-term high temperature aging test. Temperature index: accelerated aging extrapolation.
Chemical Test
Solvent resistance: test after solvent immersion. Oil resistance: test after oil immersion. Refrigerant resistance: test after refrigerant immersion.
Common Problems of Enameled Copper Wire
Excessive Pinholes
Possible causes: enamel liquid contamination, abnormal enameling process, insufficient baking, conductor surface contamination. Solutions: replace enamel liquid, adjust enameling parameters, increase baking temperature, clean conductor surface.
Enamel Film Cracking
Possible causes: enamel film too thick, enamel film too brittle, bending radius too small. Solutions: control enamel thickness, choose flexible enamel, increase bending radius.
Low Breakdown Voltage
Possible causes: enamel film too thin, enamel film uneven, enamel film defects. Solutions: adjust enamel thickness, improve enameling process, strengthen quality control.
Insufficient Elongation
Possible causes: insufficient conductor annealing, enamel film brittleness. Solutions: adjust annealing process, choose flexible enamel.
Abnormal Color
Possible causes: enamel liquid contamination, abnormal baking temperature, improper storage conditions. Solutions: replace enamel liquid, adjust baking parameters, improve storage conditions.
Enameled Copper Wire Development Trends
High Temperature Class
With the development of new energy, rail transit, and aerospace, the demand for Class 220 and Class 240 enameled copper wire is increasing.
High-Frequency Application
With the development of wireless charging, 5G, and high-frequency communications, the demand for low-loss high-frequency enameled copper wire is increasing.
Fine Wire
With the trend of miniaturization and lightweight, the demand for 0.01mm – 0.05mm ultra-fine enameled copper wire is increasing.
High Strength
High-strength enameled copper wire (high-strength copper alloy wire) is suitable for high-speed motors and vibration environments.
Environmental Protection
Lead-free, cadmium-free, low-VOC enameled copper wire is the development direction of environmental protection.
Intelligent Manufacturing
Enameled copper wire production is developing in the direction of automation and intelligence. Intelligent online inspection, intelligent quality control, and intelligent production management will improve enameled wire production efficiency and product quality.
New Materials
Graphene composite enameled wire, ceramic insulation enameled wire, nano composite enameled wire, ultra-high temperature resistant enameled wire.
Comparison of Enameled Copper Wire with Other Magnet Wires
Enameled Copper Wire vs Enameled Aluminum Wire
Enameled copper wire: high electrical conductivity, good mechanical strength, high cost. Enameled aluminum wire: light weight, low cost, high resistivity, low mechanical strength.
Enameled Copper Wire vs Copper Clad Aluminum Wire (CCA)
Enameled copper wire: pure copper conductor, excellent performance. Copper clad aluminum wire: aluminum core copper skin, between pure copper and pure aluminum.
Enameled Copper Wire vs Paper Covered Copper Wire
Enameled copper wire: thin enamel film, high fill factor. Paper covered copper wire: thick insulation, high voltage resistance, low fill factor.
Enameled Copper Wire vs Fiberglass Covered Copper Wire
Enameled copper wire: temperature class 105-220. Fiberglass covered copper wire: temperature class 155-240.
Storage and Transportation of Enameled Copper Wire
Storage Conditions
Temperature: 5-30°C. Humidity: relative humidity 30-70%. Light: avoid direct sunlight. Ventilation: good ventilation. Isolation: avoid coexistence with chemicals and corrosive substances.
Storage Period
The shelf life of enameled copper wire is usually 6-12 months. Enameled copper wire exceeding the shelf life should be re-inspected. Enameled copper wire with poor storage conditions may fail in advance.
Transportation Requirements
Avoid severe vibration. Avoid collision and falling. Prevent moisture. Prevent high temperature.
Summary
Enameled copper wire is the core basic material of electrical engineering. This article systematically introduces the definition, construction, insulation enamel type, thermal class, standard system, performance parameters, production process, application field, selection guide, test method, common problems, and development trend of enameled copper wire. The selection of enameled copper wire requires comprehensive consideration of electrical, mechanical, thermal, economic, and special requirements. The quality of enameled copper wire is directly related to the performance, reliability, and life of electrical products such as motors and transformers. High temperature, high frequency, fine wire, high strength, and environmental protection are the main development trends of enameled copper wire. A correct understanding of enameled copper wire is the necessary basic knowledge for electrical engineers, quality control personnel, and procurement engineers.